
Por qué las legumbres procesadas al vacío se vuelven blandas: los parámetros de ingeniería que determinan su textura.
Por qué las legumbres procesadas al vacío se vuelven blandas: los parámetros de ingeniería que determinan su textura.
Publicado el: 27 de marzo de 2026 | Por el equipo de ingeniería de Jialong
Una máquina de volteo al vacío para legumbres que realiza ciclos de extracción agresivos no produce garbanzos marinados de primera calidad. Produce una masa informe. La estructura celular de una legumbre —la matriz de pectina que mantiene unido el tejido del cotiledón— responde a los cambios rápidos de presión de la misma manera que responde a la cocción excesiva: se colapsa. La conservación de la textura de los garbanzos durante el volteo al vacío no es un problema de calidad de la materia prima, sino un problema de control del ciclo de presión de vacío. Los parámetros de la máquina determinan si un lote de garbanzos sale de la línea con la textura firme y al dente que justifica su posicionamiento premium, o si termina en una reclamación de devolución por parte de un minorista que no puede vender un producto blando y con la piel partida.
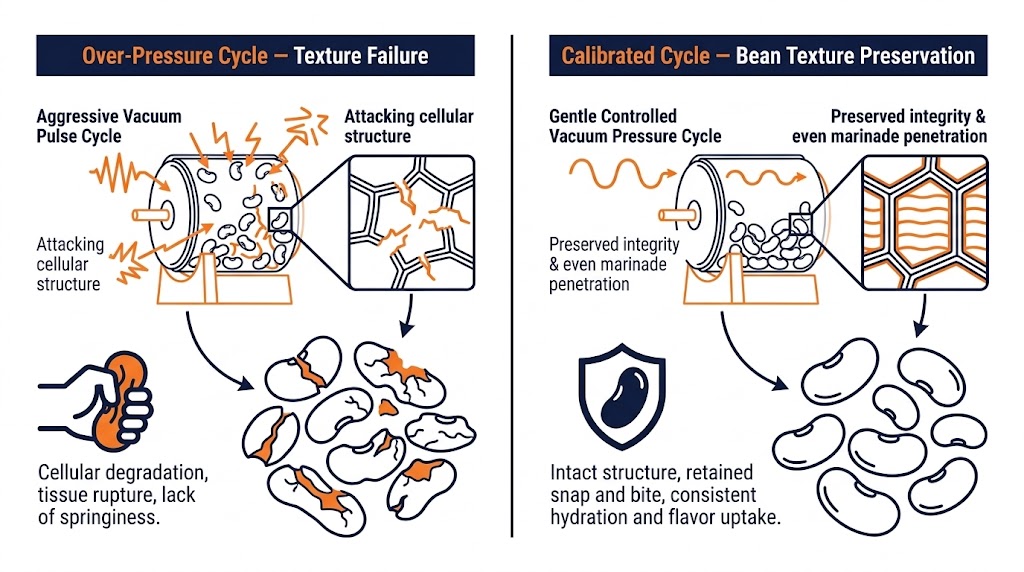
Figura 1: Ciclo de presión de vacío agresivo frente a ciclo calibrado: la diferencia de parámetros que separa la preservación de la textura del grano del fallo de textura del lote.
El tejido cotiledonar del garbanzo y el edamame se mantiene unido por una matriz de pared celular a base de pectina. Durante la extracción rápida al vacío —una caída de presión desde la atmosférica hasta menos de 10 kPa en menos de 5 segundos— el fluido celular interno se expande más rápido de lo que la matriz de pectina puede acomodar. Las paredes celulares se rompen. El grano pierde su integridad estructural incluso antes de que comience el ciclo de marinado. El resultado es una textura blanda y empapada que ningún procesamiento posterior puede recuperar. La preservación de la textura del grano en el volteo al vacío de legumbres comienza con un control del ciclo de presión de vacío que respete los límites mecánicos de la matriz de la pared celular, no con la configuración de extracción más rápida que pueda alcanzar la máquina procesadora de granos marinados.
El método correcto de volteo al vacío de legumbres utiliza un perfil de extracción por etapas: una caída de presión inicial de 30 a 40 kPa durante 8 a 12 segundos, una fase de mantenimiento para permitir el equilibrio celular y, posteriormente, una extracción secundaria hasta la profundidad deseada. Este control del ciclo de presión de vacío por etapas permite que la matriz de pectina se ajuste progresivamente en lugar de hacerlo de forma drástica. El agrietamiento de la piel —el fallo visible que hace que los garbanzos volteados al vacío no sean aptos para la venta al por menor— se reduce drásticamente cuando la máquina de volteo al vacío para legumbres se programa con un perfil de presión de varias etapas en lugar de un único pulso de extracción agresivo.
La penetración uniforme del sabor en el proceso de volteo al vacío de legumbres falla por una razón hidráulica específica. La inyección estándar de marinado a alto flujo satura la capa superficial y los espacios entre los granos antes de que el líquido de aderezo tenga tiempo de difundirse en el denso núcleo del cotiledón. El exterior del garbanzo alcanza el equilibrio de sal en minutos. El núcleo permanece insípido. Este efecto de grano hueco no es un problema de formulación, sino un problema de caudal en la máquina procesadora de granos marinados.
La solución de ingeniería consiste en una inyección multipunto de bajo caudal combinada con una frecuencia de volteo controlada. Una máquina de volteo al vacío para legumbres con un caudal de inyección programable de forma independiente —con un objetivo de 0,8 a 1,2 ml por grano por ciclo— distribuye el volumen de marinado a un ritmo que el tejido del cotiledón puede absorber en lugar de acumularse. La posterior oscilación suave a 4-6 rpm trabaja mecánicamente el condimento en la matriz del grano sin aplicar la fuerza de cizallamiento que daña la textura de la superficie. El control del ciclo de presión de vacío durante la fase de volteo mantiene el gradiente osmótico que impulsa la difusión hacia el interior: al mantener la presión interna del grano ligeramente por debajo de la atmosférica, el marinado migra hacia el centro en lugar de permanecer en la superficie. Esta es la combinación de parámetros de volteo al vacío para legumbres que elimina el efecto de grano hueco en la producción por lotes.
En una máquina de volteo al vacío para legumbres correctamente diseñada, la conservación de la textura y la penetración uniforme del sabor no son objetivos de ingeniería contrapuestos. El control del ciclo de presión de vacío por etapas protege la estructura durante la extracción. La inyección de bajo caudal y la frecuencia de volteo controlada llevan la marinada al interior sin dañarla mecánicamente. Una máquina de procesamiento de legumbres marinadas, basada en ciclos multietapa programables, ofrece ambos resultados en la misma tanda de producción, sin las limitaciones que imponen los equipos de volteo al vacío para legumbres mal especificados en cada lote.
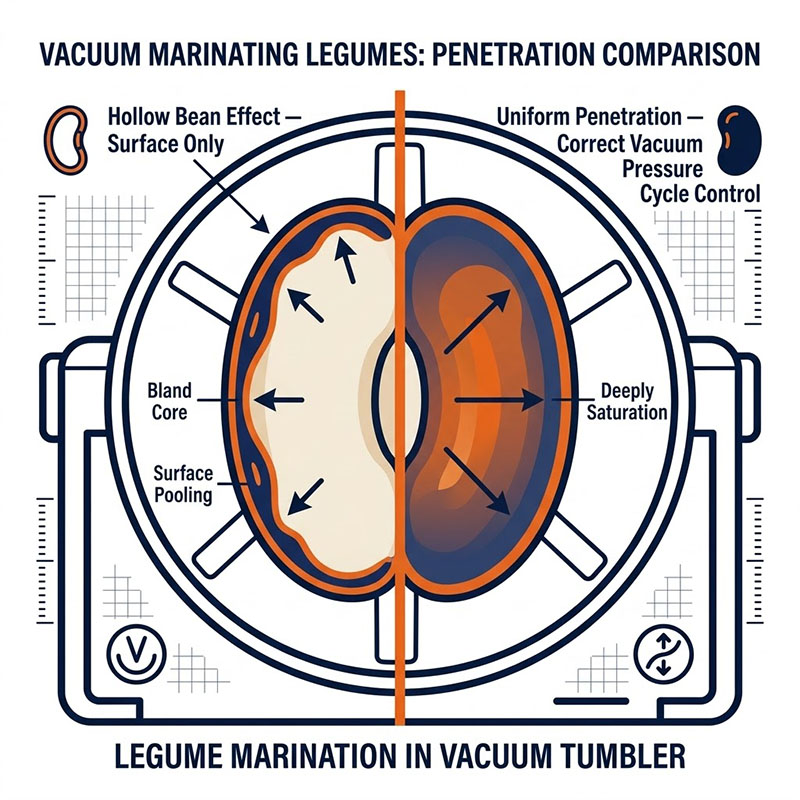
Figura 2: Efecto de grano hueco frente a penetración uniforme: los parámetros de control del ciclo de caudal de inyección y presión de vacío que determinan el resultado que ofrece su máquina procesadora de granos marinados.
El veredicto de ingeniería
Los problemas de textura y el sabor a grano hueco en las legumbres procesadas al vacío se solucionan ajustando los parámetros del equipo, no la materia prima ni la formulación. Una máquina de procesamiento al vacío para legumbres con control programable de ciclo de presión de vacío multietapa, caudal de inyección ajustable de forma independiente y frecuencia de volteo controlada garantiza una textura consistente y una penetración uniforme del marinado desde el primer lote hasta el milésimo. El procesamiento al vacío de legumbres, realizado correctamente, es un proceso de ingeniería repetible. Requiere una máquina de procesamiento de legumbres marinadas diseñada para controlar cada variable que determina el resultado.



